Aller, je ne vais pas faire durer le suspens plus longtemps...

Bon, en fait, j'avais oublié d'uploader une bonne moitié des photos et je m'en suis rendu compte en écrivant le post

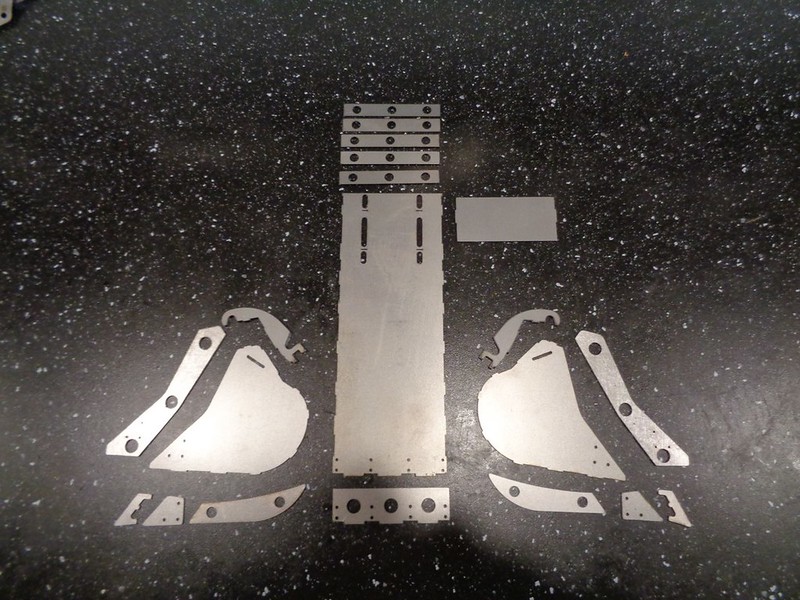
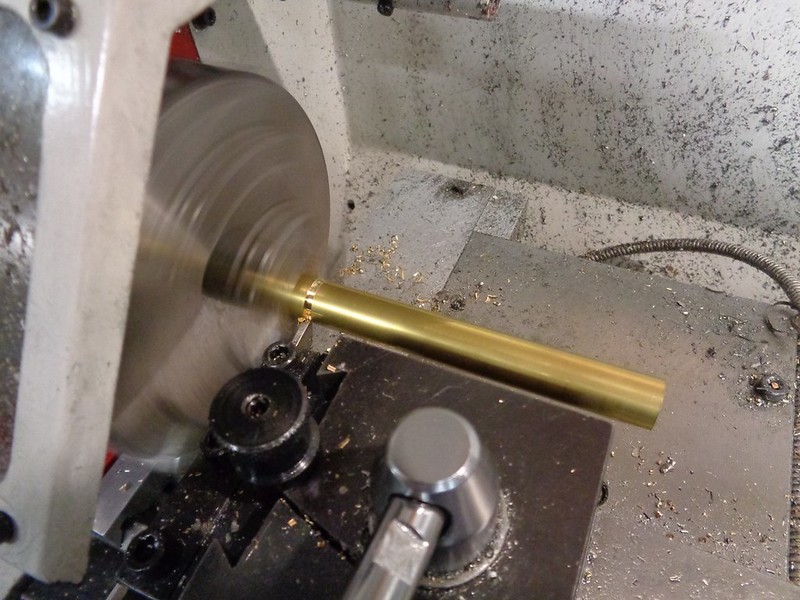
Donc pour reprendre là ou nous en étions, le montage! J'ai démarrer par le vérin de balancier
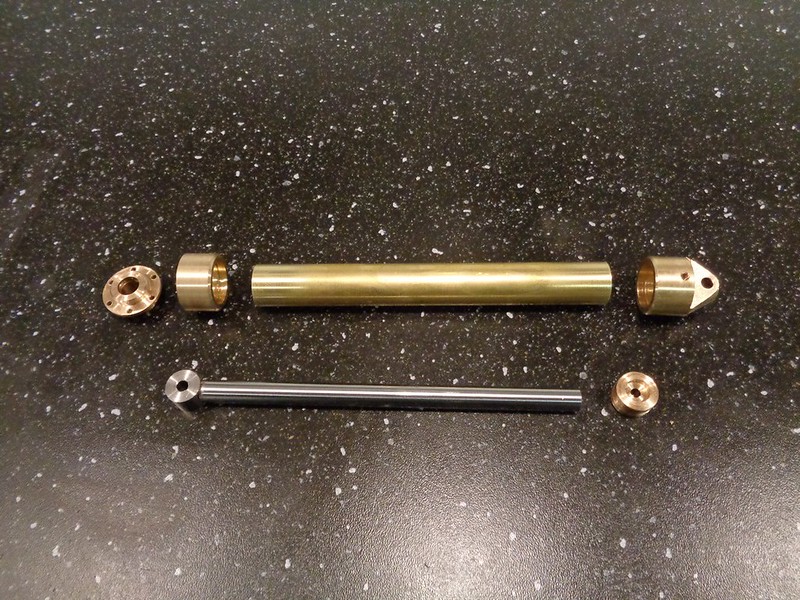
Montage du X-Ring intérieur pour l'étanchéité de tige. J'ai panaché X-Ring pour le balancier et le godet et O-ring pour la flèche. Je verrais à l'usage si il y a une différence d'endurance.

Je vais faire une petite parenthèse sur la brasure.
J'ai creusé chez des gens bien au point sur le sujet depuis des années: les modélistes ferroviaires. J'ai trouvé pas mal de littérature sur le net et surtout des produits bien sympa. J'ai donc pris un assortiment de brasure: etain-argent pour les brasures devant êtres robustes (fusion à 225°), étain-plomb pour les brasures standards (fusion à 180°) et étain-bismuth pour des brasures ne nécessitant pas de grosses résistantes mécanique (fusion à seulement 145°). Si ça peut aider certains, j'ai pris la brasure chez
AMF87 (prévoir un peu de délais pour l'expé de la commande car il n'expédie pas tous les jours de la semaine).
Pour le flux, car ces fils sont sans flux intégré, j'ai pris comme flux de l'eau à souder sans acide Berin. On en trouve dans des shop suisse pour un super tarif dans des formats généreux: j'ai pris du 250ml. Je ne conseillerai pas le commerçant chez qui j'ai commandé. Non seulement il a mis 3 semaines à expédier ma commande mais en plus il a été particulièrement désagréable dans nos échanges de mails. Je ne donnerai pas publiquement le nom du shop mais si vous ne voulez pas vous faire avoir => MP
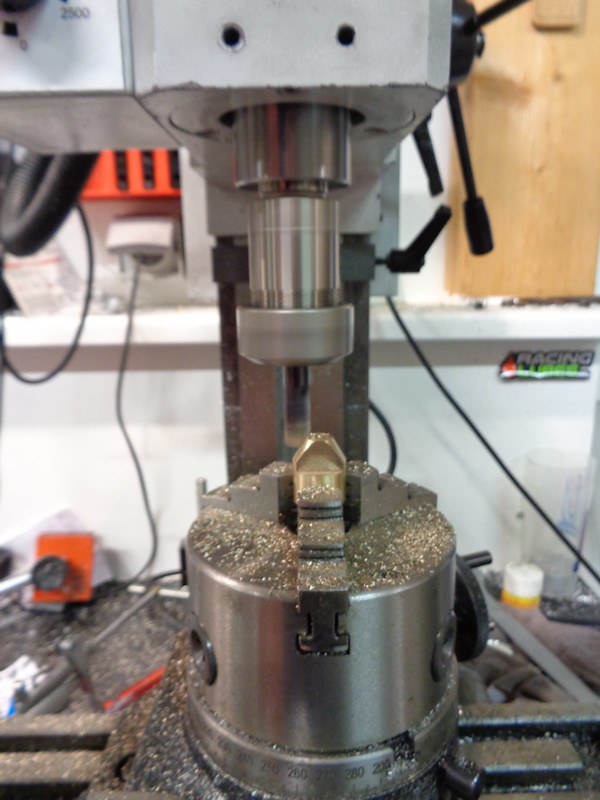
Donc brasage des fonds sur les tubes avec de la brasure étain-argent et une bonne dose de flux liquide. Pour la chauffe, après avoir essayer fer à souder, mini chalumeau, lampe à souder, etc... J'utilise depuis quelques temps un bon décapeur thermique électrique. J'aime bien la diffusion homogène de la chaleur: vue que les pièces sont bien en température la brasure file bien par capillarité.
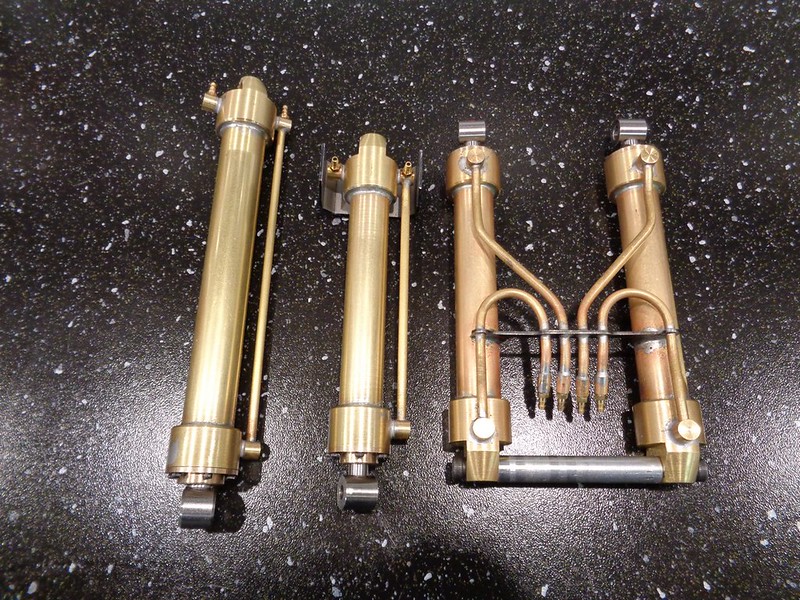
Puis brasage des éléments de tuyauterie rigide avec de la brasure étain-bismuth. Vue la grande différence de température de fusion, ça permet de ne pas faire fondre la brasure des fonds

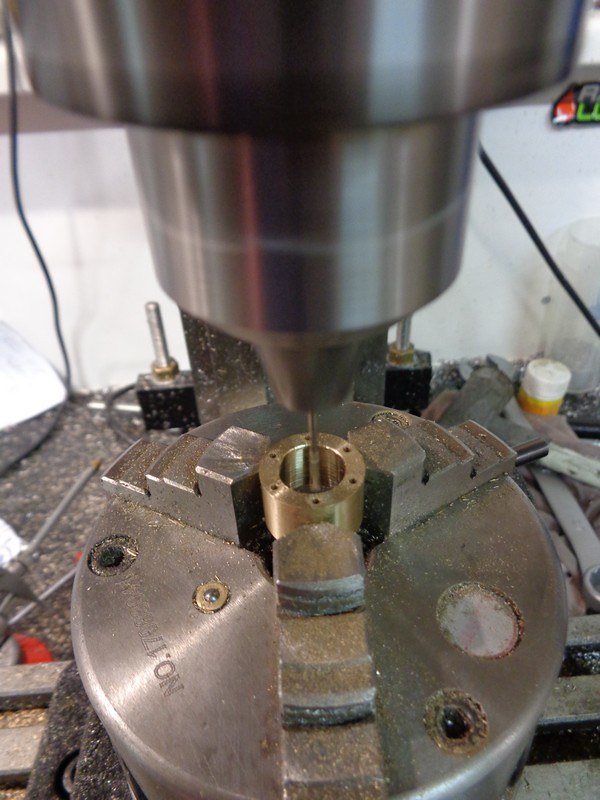
Les raccords sont des Magom plus ou moins modifiés.
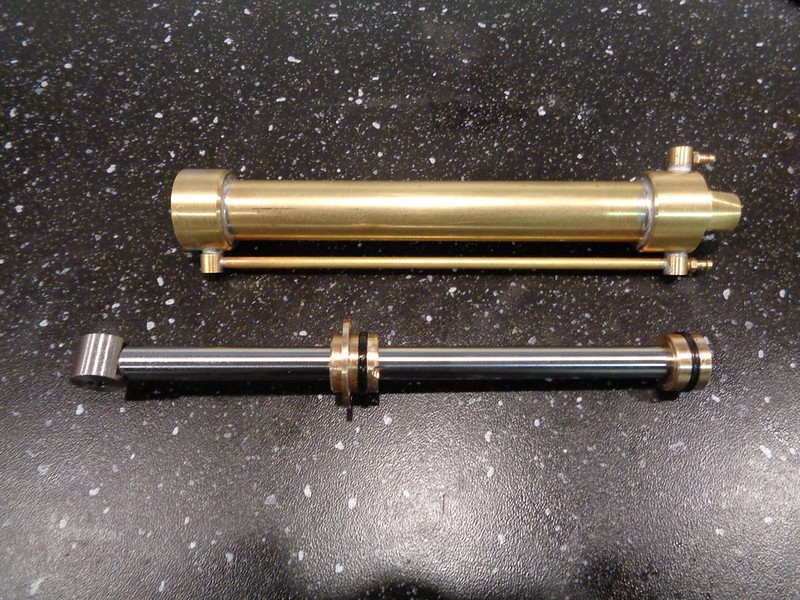
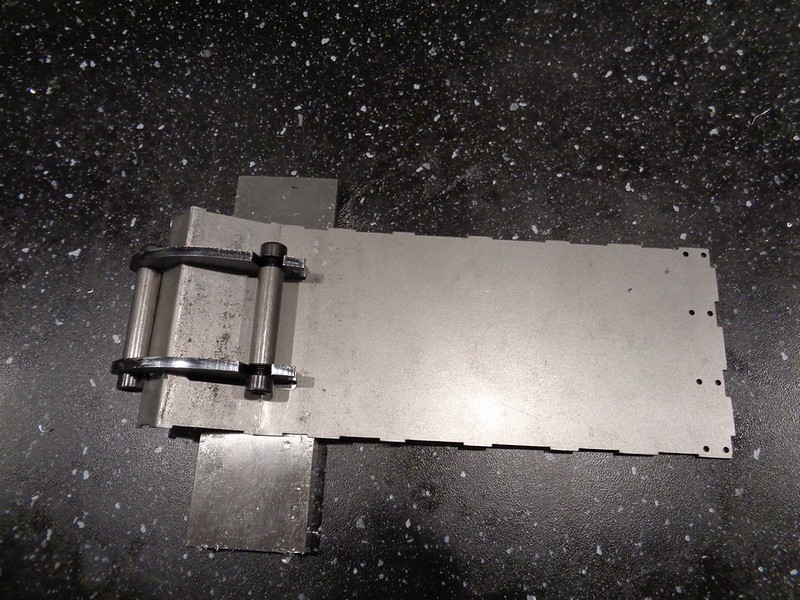
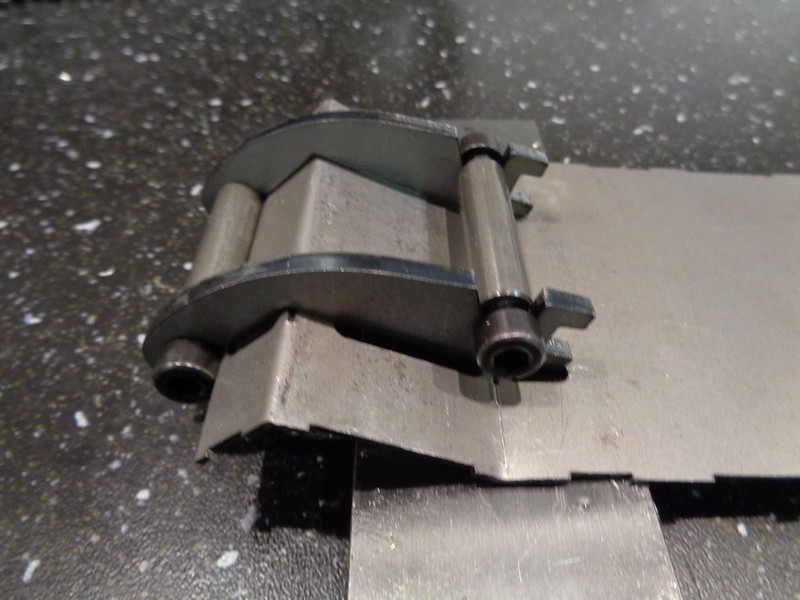
Et voilà le premier!

Plus qu'a recommencer pour les autres et à s'amuser un peu avec du tube de 3x2 pour les vérins de flèche
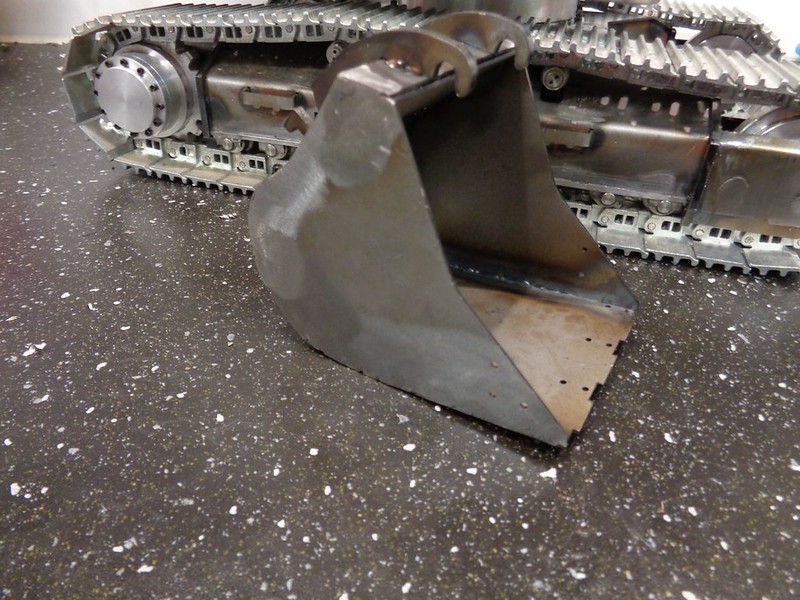
Voila une bonne chose de faite! Il me reste encore pas mal de boulot avant de pouvoir faire mes essais mais ça avance bien ces temps