@Christmeo: merci pour ton commentaire, c'est sympa de voir que ça te donne envie de te lancer.
Comme beaucoup ici et ailleurs je suis parti des vues 2D de la doc commerciale Caterpillar imprimer à l'échelle. Après y a plus qu'a!

Par contre: si tu veux citer des posts, pas de soucis, mais pour faciliter la lecture, essaye d'éviter de citer l'intégralité de ceux où il y a beaucoup de photos

Je vais vous présenter aujourd'hui une partie de la réalisation de la pelle qui m'a pris un temps fou tout en étant très très répétitif. Bref, je suis bien content d'avoir fini les dents de mes futurs godets. J'aurai pu prendre des Premacon ou autre mais soit les dimensions n'étaient pas top, soit elles étaient trop simplifiées. Du coup je me suis mis en tête de les faire moi même. J'aurai pu les faire faire en frittage de poudre métal ce qui m'aurai permis d'avoir des pièces hyper réalistes mais pour des raison de coût et aussi pour le challenge j'ai choisi de les usiner.
Après avoir bien décomposé les usinages en opération simples: c'est parti! Comme souvent, j'ai choisi de l'Inox 303. On commence par débiter les bruts par chanfreinage et tronçonnage

Là où ça devient rébarbatif, c'est quand on en fait 34! Tant qu'a m’embêter, autant le faire une bonne fois pour toute!!

Dressage et chanfreinage de l'autre extrémité

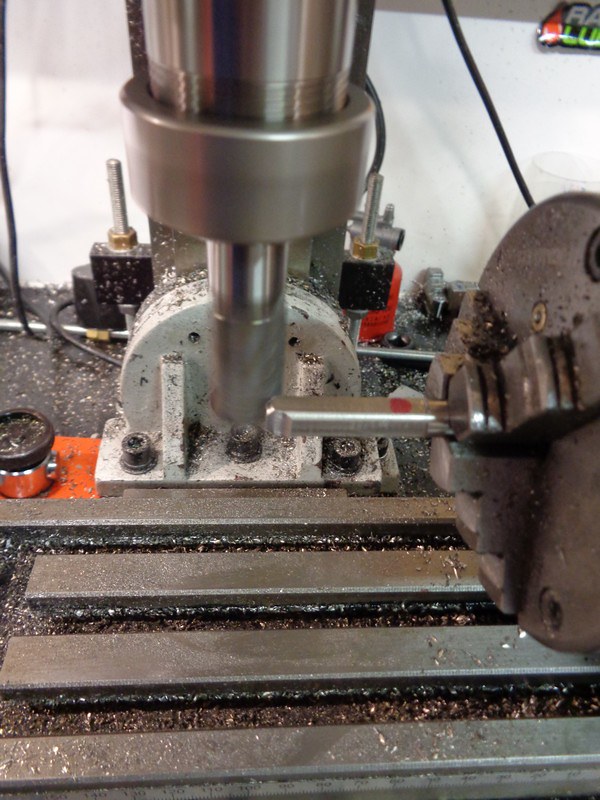
Ensuite on passe sur le diviseur pour fraiser les 3 faces à 120° qui me serviront de référence pour tous les usinages

Et voilà!



Fraisage de 3 des 4 faces orthogonales


Usinage de la dernière face (le dessous) que je repère d'un point de peinture rouge pour la repérer plus facilement par la suite

Puis les 2 premières encoches

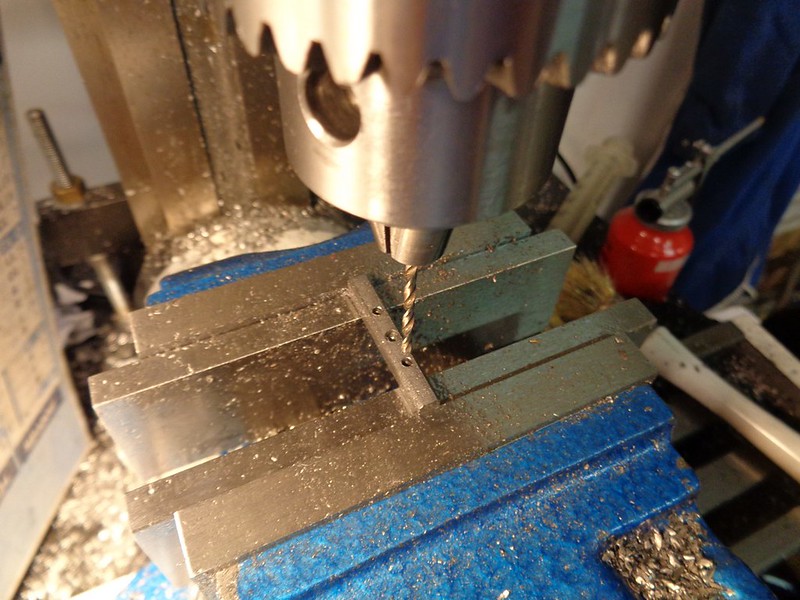
J'ai oublié de photographier les 2 autres encoches, on les verra plus tard sur les dents finies. Du coup on passe au pointage et perçage des 2 trous les fixations. Je terminerai les usinages par les taraudage M1,6.
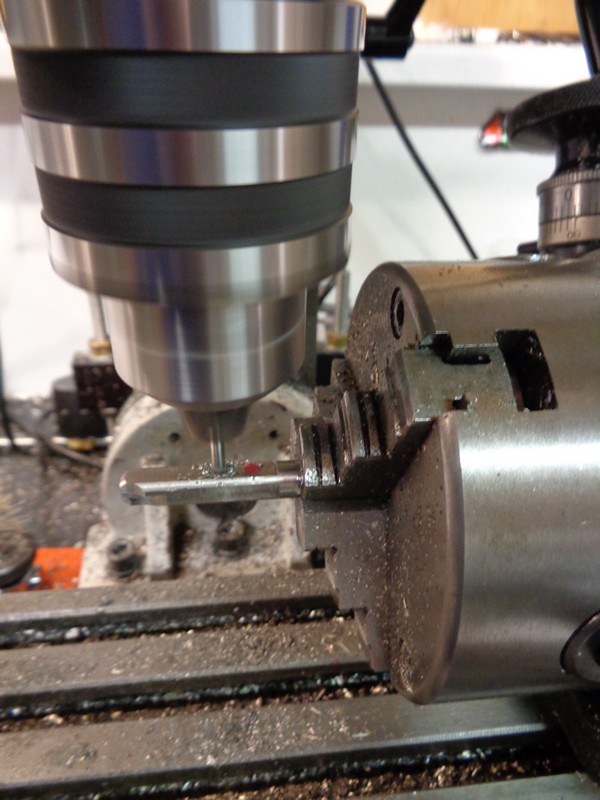

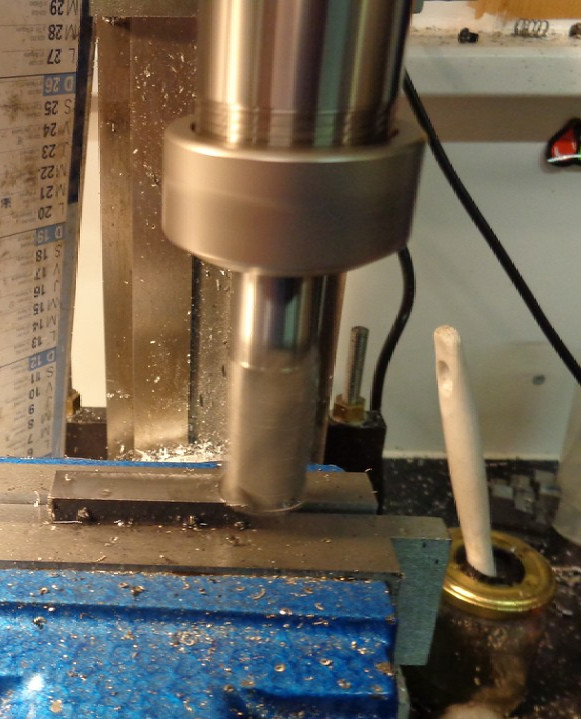
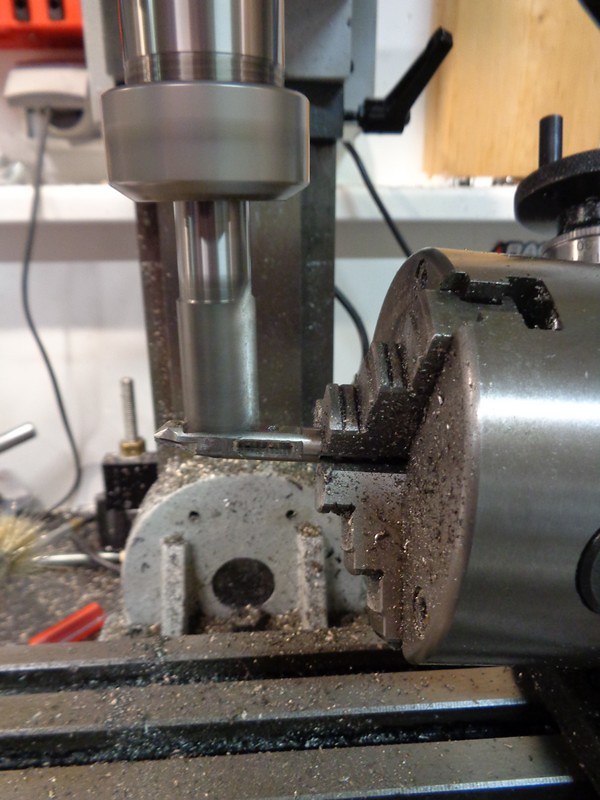
Je poursuis par le perçage qui va me permettre de démarrer le fraisage de l'encoche dans laquelle le godet s’emboîtera. Je dois faire ce perçage car je n'ai pas de fraises 3 tailles diamètre 3.


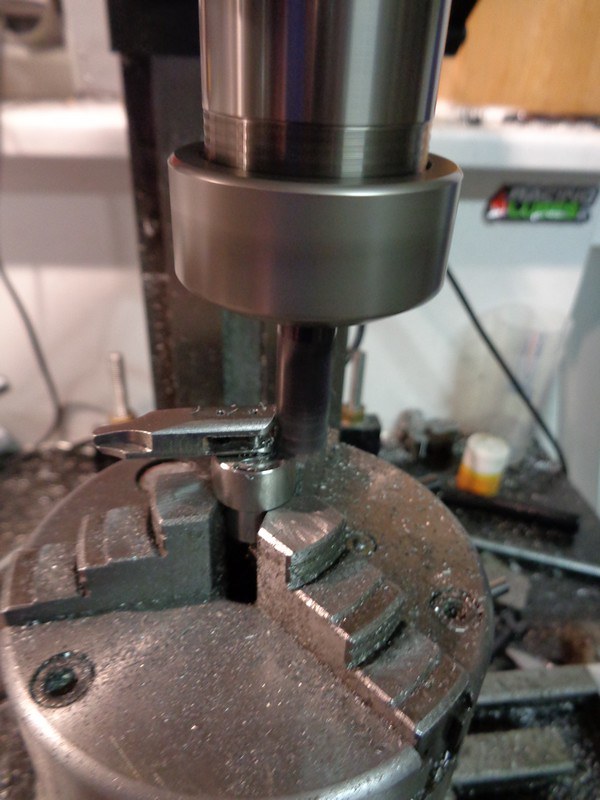
C'est parti pour le fraisage pleine matière en 2 passes seulement car même si ça vibre ce n'est pas gênant puisque ces faces ne seront pas visible.

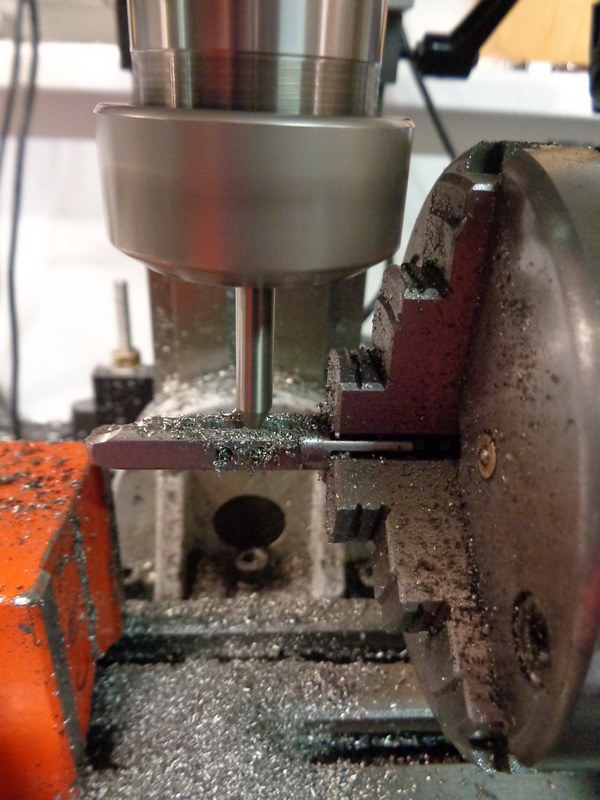
Ensuite fraisage des dégagements pour les dents latérales uniquement

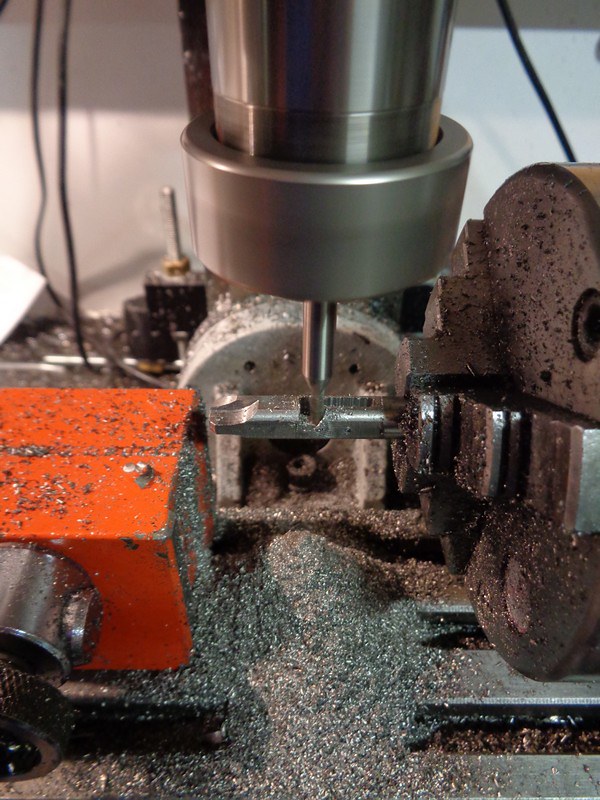
Après réglage de l'inclinaison du diviseur, j'attaque l'angle de dépouille supérieur
Puis après nouveau réglage, vient le tour de la dépouille inférieur
Tronçonage au tour

ça prend tout de suite moins de place dans la boîte

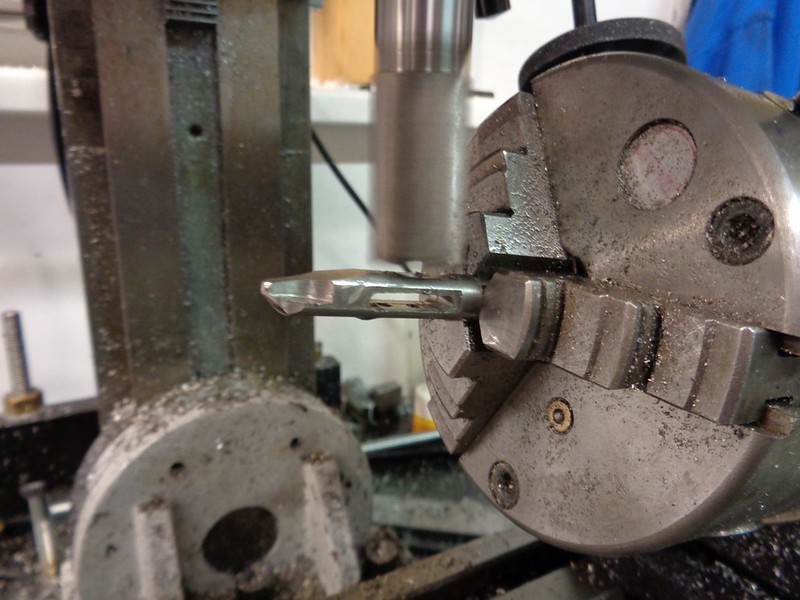
Pour finir l’arrière des dents je me suis fait un posage de reprise

Grace à celui-ci je peux contourner l’arrière
Puis faire le chanfrein supérieur. J'aurai aimé chanfreiner le dessous aussi mais je n'ai pas encore trouvé d’astuce simple pour tenir la dent dans le diviseur.

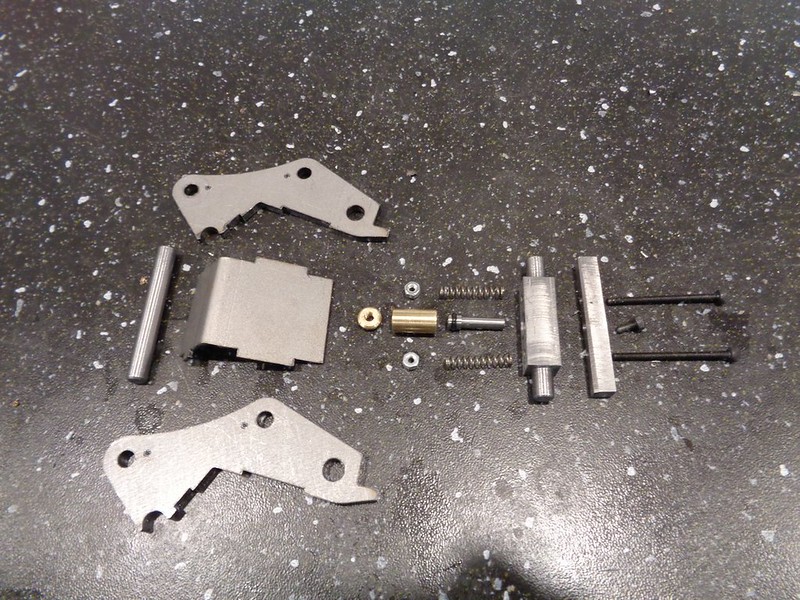
Et voilà le résultat après de longues heures d'usinages

Je suis bien content d'avoir été au bout. Ce ne sont pas des répliques exactes de dents existantes mais ça me convient bien. ça devrait donner un résultat sympa sur les godets.


pour me faire de place et arriver à glisser des cales sous le pignon. En chauffant un peu et avec un chasse goupille bien fin il est venu gentiment. MFA a l'air de mettre un coup de rectif en bout ce qui fait que l'on a l'impression que le pignon est taillé sur l'arbre.