CAT 326F 1/14e
-
Maurice40
- Coursier régional

- Messages : 32
- Enregistré le : 12 avr. 2013, 20:17
- Numéro de département : 40
- Pays : F
- Localisation : Habas
-
BIMA 4400

- Chauffeur sympa

- Messages : 561
- Enregistré le : 06 sept. 2013, 21:44
- Numéro de département : 68
- Pays : F
- A remercié : 90 fois
- A été remercié : 83 fois
Re: CAT 326F 1/14e
Très beau travail d'usinage ! Et c'est vrai qu'on a vite de gros volumes de copeaux lors des usinages sur tour à métaux j'ai également été surpris au début.Jafo74 a écrit :Me revoilà après une p'tite pause travaux dans la maison mais aussi finitions de la conception de la pelle
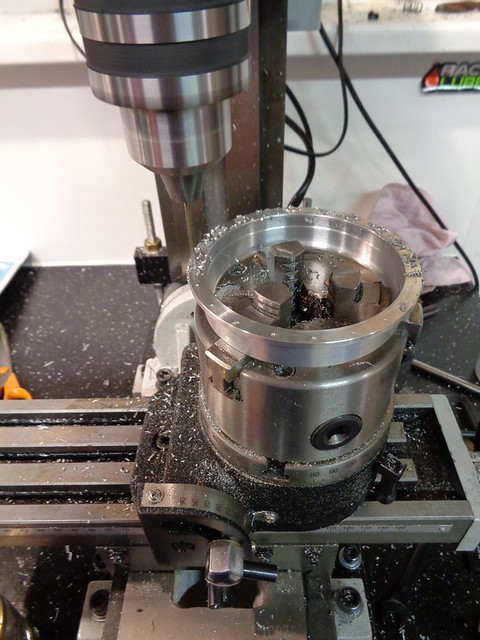
Ensuite petite séance de perçage au diviseur. Note pour plus tard: 20 trous / 360° c'est pas une bonne idée sauf pour réviser la table de multiplication par 18.
J'ai aussi repris le diamètre extérieur de la couronne car il était loin d’être rond. J'ai aussi rajouté 4 trous supplémentaires et lamé légèrement les 8 trous car la face n'est pas très plane non plus.

Tu a fait un beau travail sur diviseur, existe il une méthode pour percer les trous au diviseur, sur un cercle d'un diamètre précis et sur une pièce sur laquelle on a plus vraiment de repère pour le centre.
J'ai également ce genre de pièces à faire et je n'arrive pas à trouver de solution précise pour bien centrer la pièce au bon diamètre de perçage. Merci à ceux qui ont une explication pour les ignorants comme moi en matière d'utilisation d'un plateau diviseur.
-
fz1
- Coursier international

- Messages : 157
- Enregistré le : 23 janv. 2012, 20:47
- Numéro de département : 0
- Pays : CH
- A remercié : 1 fois
- A été remercié : 5 fois
Re: CAT 326F 1/14e
moi je centre pas ma pièces mais mon diviseur sous la fraiseuse et après je décale à la distance de mon rayon voulu
j’espère que ça t'aide
j’espère que ça t'aide
-
Jafo74

- Chauffeur sympa
- Messages : 569
- Enregistré le : 08 févr. 2017, 18:07
- Numéro de département : 74
- Pays : F
- Localisation : Vallée de Chamonix
- A remercié : 116 fois
- A été remercié : 152 fois
Re: CAT 326F 1/14e
Salut Bima 4400,
Pour les usinages au diviseur, je fais comme fz1.
Je fais juste un saut rapide sur le forum aujourd'hui, j'aurais plus de temps en septembre pour expliquer plus en détails la méthode que j'emploie si ça peut aider.
Pour les usinages au diviseur, je fais comme fz1.
Je fais juste un saut rapide sur le forum aujourd'hui, j'aurais plus de temps en septembre pour expliquer plus en détails la méthode que j'emploie si ça peut aider.
-
BIMA 4400
- Chauffeur sympa
- Messages : 561
- Enregistré le : 06 sept. 2013, 21:44
- Numéro de département : 68
- Pays : F
- A remercié : 90 fois
- A été remercié : 83 fois
Re: CAT 326F 1/14e
Merci pour vos réponses, je vais essayer de mettre vos explications en pratique dès que je serais motivé pour m'y remettre à ces fameuses pièces !
-
Jafo74
- Chauffeur sympa
- Messages : 569
- Enregistré le : 08 févr. 2017, 18:07
- Numéro de département : 74
- Pays : F
- Localisation : Vallée de Chamonix
- A remercié : 116 fois
- A été remercié : 152 fois
Re: CAT 326F 1/14e
Après quelques mois d’intermède estival (travaux et vacances oblige...) j'ai profité d'avoir eu besoin du diviseur pour prendre quelques photos de la méthode que j'emploi pour le centrer sur ma fraiseuse. Je ne sais pas si c'est la meilleur méthode mais elle me va bien. J’espère que ça aidera Bima 4400 dans ces usinages.
Tout d'abord je mets une barre rectifiée dans le mandrin porte outils et ensuite avec les axes X et Y j'approche au mieux pour venir prendre cette barre avec le mandrin porte-pièce. ça me permet de dégrossir à quelques dixièmes près. Dans ce cas présent, je n'avais pas besoin d'un centrage hyper précis alors j'ai gardé le mandrin de perçage. Avec le mandrin porte pinces ER que j'utilise en fraise j'aurai eut une meilleur coaxialité barre / broche.
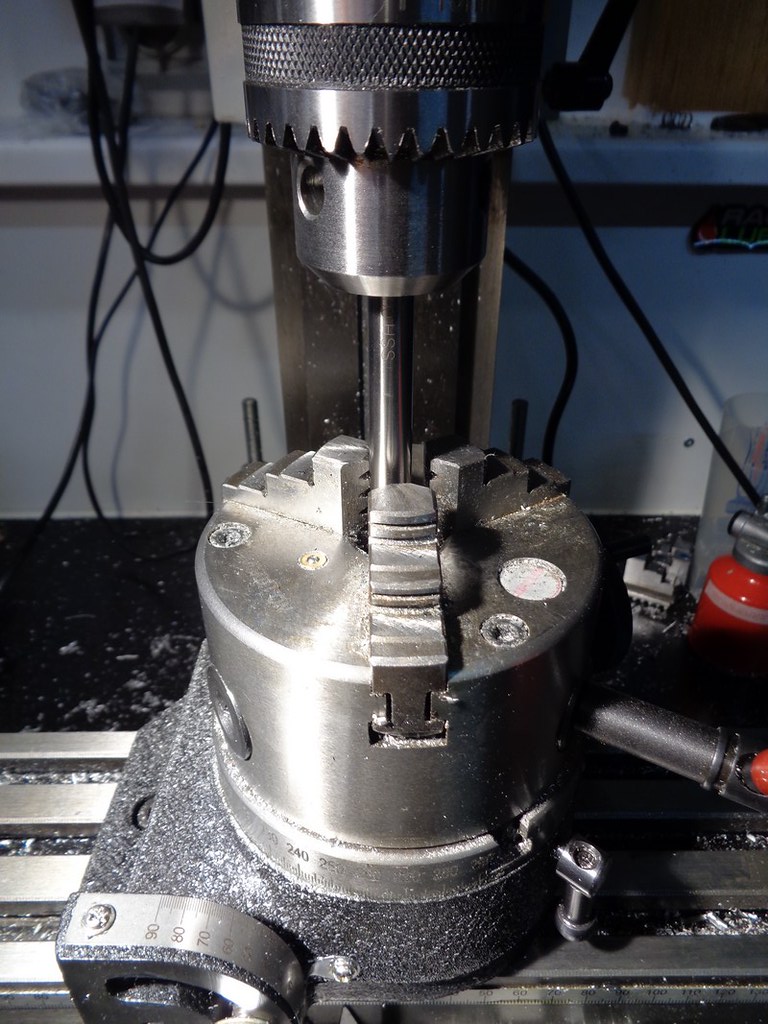
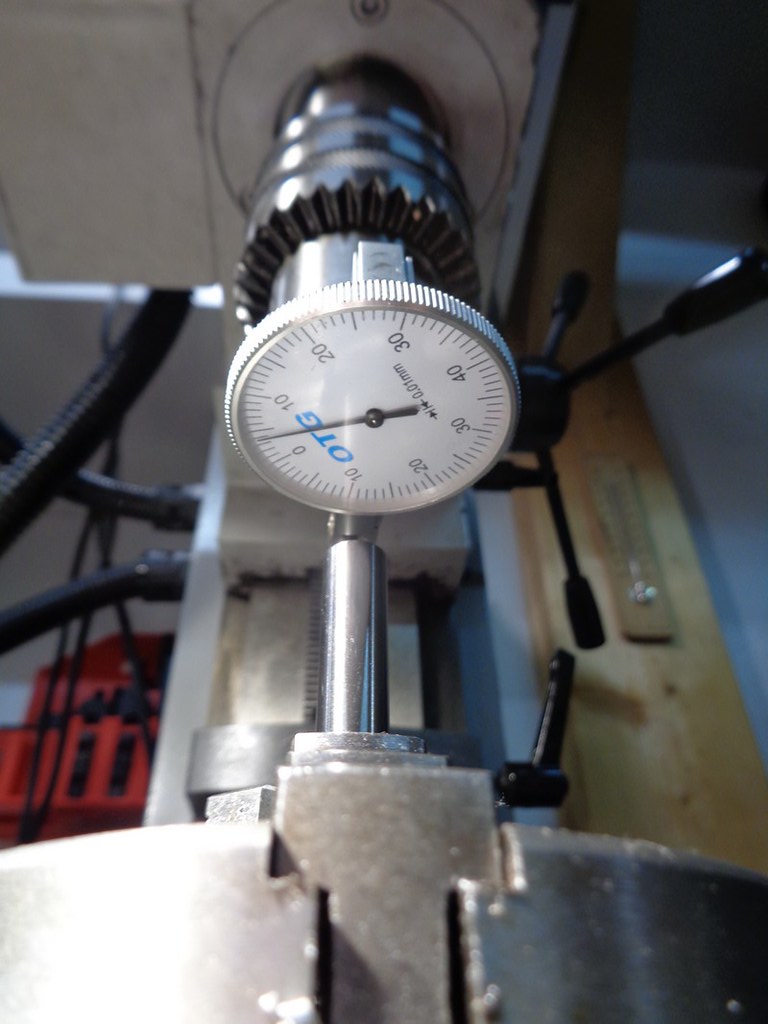
Ensuite entre en jeu le "pépitas".

Je le fixe dans le mandrin porte outils et fait mon zero d'un coté dela barre rectifié qui est tenue dans le mandrin porte pièce cette fois-ci.
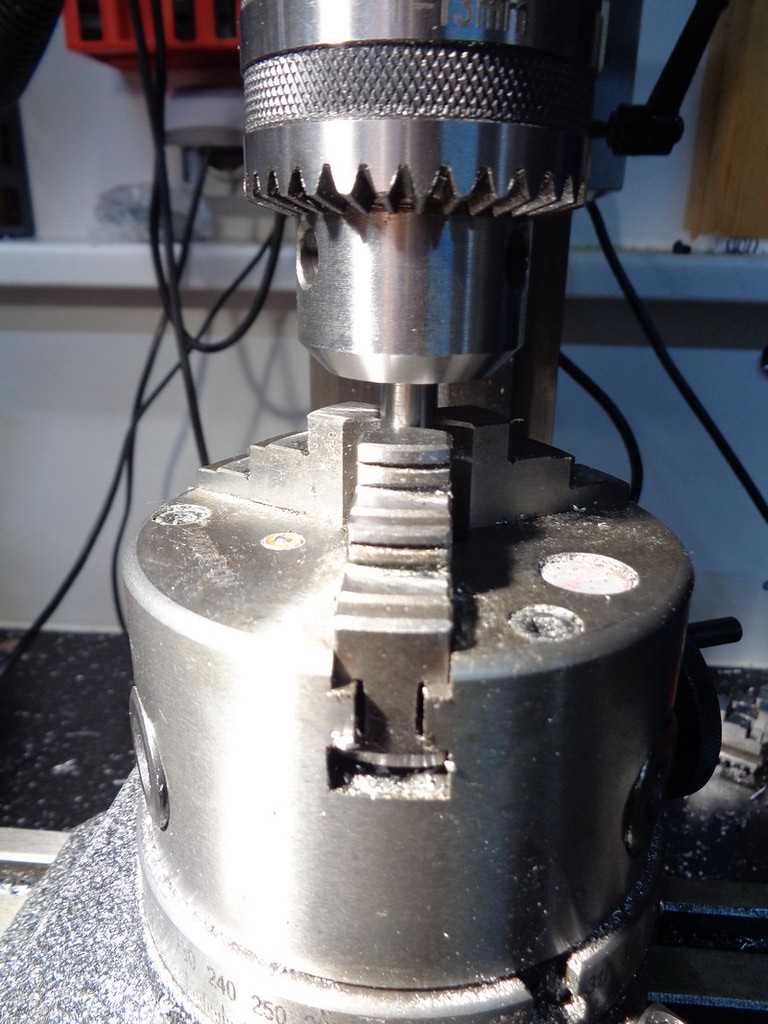
Puis je tourne le mandrin porte outils de 180°, on lit 18 centièmes de désaxage.

Il faut donc décaler de la moitier du défaut en jouant sur l'axe X (l'aiguille sur 9 centièmes). Je refais mon zéro puis vérifie en refaisant 180° à nouveau et j'affine si nécessaire jusqu'à avoir 0 des 2 cotés.
Il reste ensuite à régler suivant Y en tournant de 90°.
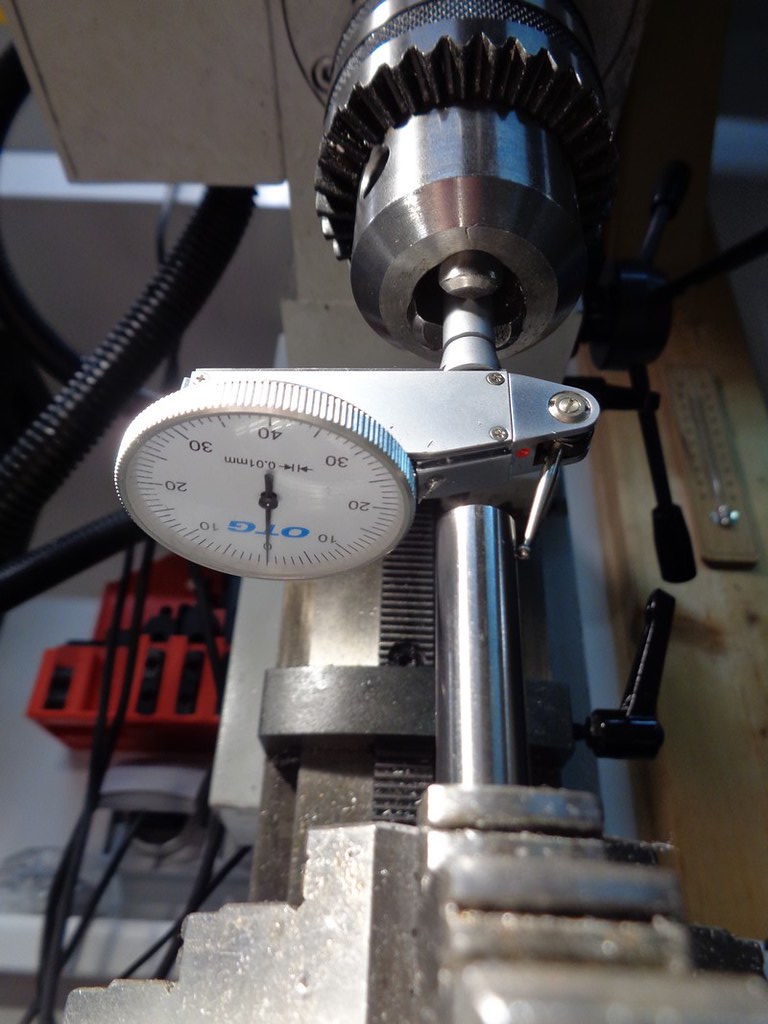
On voit un défaut de 4 centièmes, en agissant sur l'axe Y je le ramène à 0 et normalement les 2 mandrins sont désormais parfaitement coaxiaux. Par acquis de conscience, je vérifie en faisant un tour complet que l'aiguille reste bien sur 0.
Et voila!
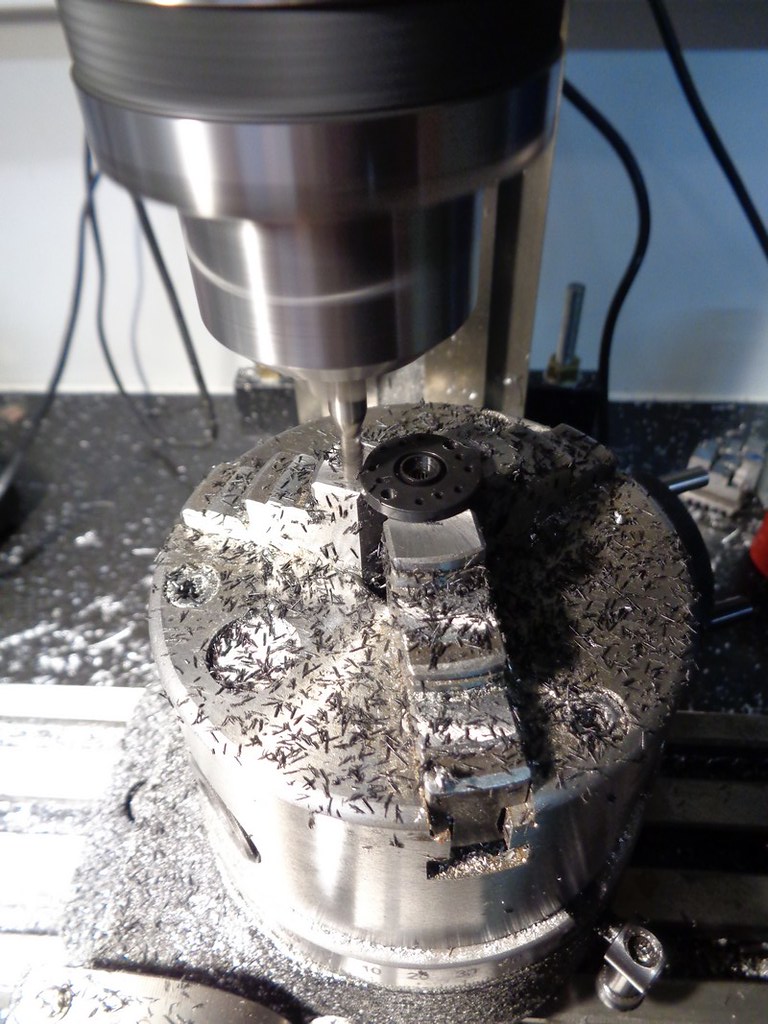
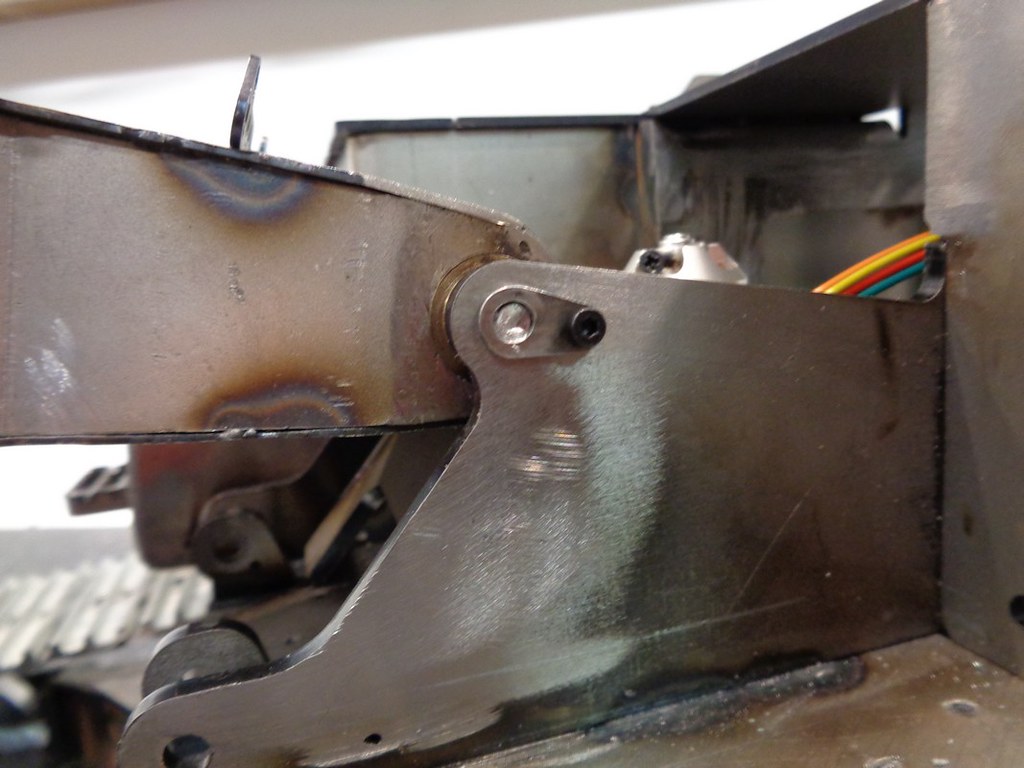
Reste plus qu'a décaler l'axe X ou l'axe Y de la valeur du rayon sur lequel je veux faire mon usinage, ici les perçages pour les palonniers de servos pour les distributeurs Magom.
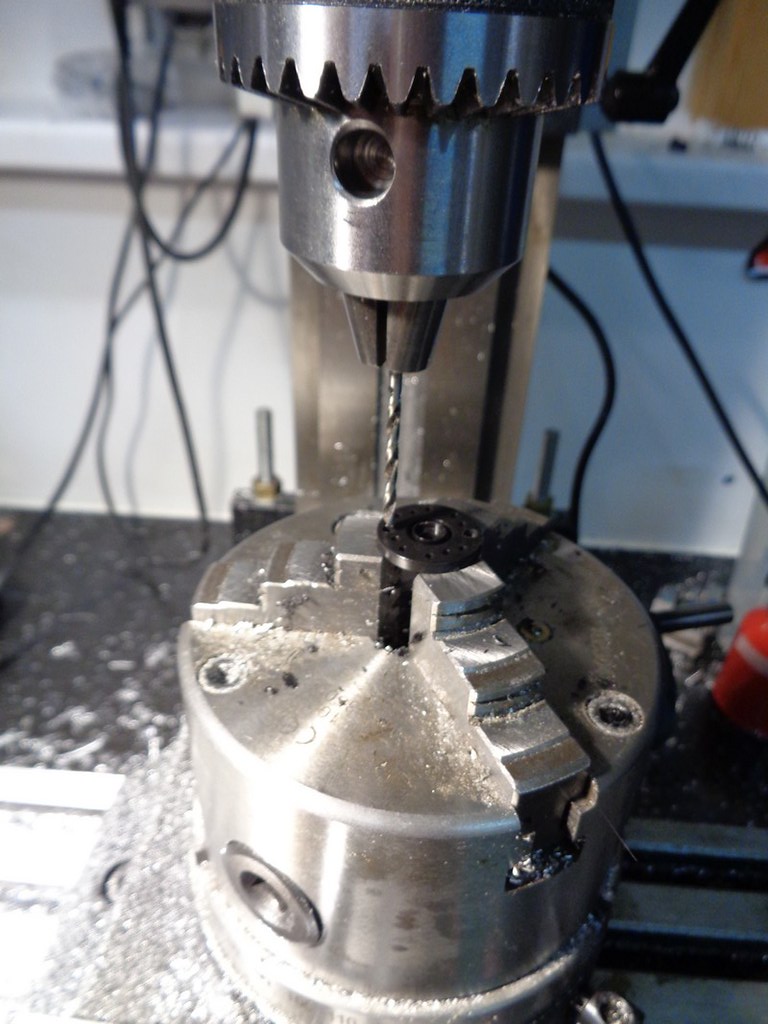
Puis le détourage à la fraise pour que les palonniers rentre dans l'encombrement des servos.
Tout d'abord je mets une barre rectifiée dans le mandrin porte outils et ensuite avec les axes X et Y j'approche au mieux pour venir prendre cette barre avec le mandrin porte-pièce. ça me permet de dégrossir à quelques dixièmes près. Dans ce cas présent, je n'avais pas besoin d'un centrage hyper précis alors j'ai gardé le mandrin de perçage. Avec le mandrin porte pinces ER que j'utilise en fraise j'aurai eut une meilleur coaxialité barre / broche.
Ensuite entre en jeu le "pépitas".
Je le fixe dans le mandrin porte outils et fait mon zero d'un coté dela barre rectifié qui est tenue dans le mandrin porte pièce cette fois-ci.
Puis je tourne le mandrin porte outils de 180°, on lit 18 centièmes de désaxage.
Il faut donc décaler de la moitier du défaut en jouant sur l'axe X (l'aiguille sur 9 centièmes). Je refais mon zéro puis vérifie en refaisant 180° à nouveau et j'affine si nécessaire jusqu'à avoir 0 des 2 cotés.
Il reste ensuite à régler suivant Y en tournant de 90°.
On voit un défaut de 4 centièmes, en agissant sur l'axe Y je le ramène à 0 et normalement les 2 mandrins sont désormais parfaitement coaxiaux. Par acquis de conscience, je vérifie en faisant un tour complet que l'aiguille reste bien sur 0.
Et voila!
Reste plus qu'a décaler l'axe X ou l'axe Y de la valeur du rayon sur lequel je veux faire mon usinage, ici les perçages pour les palonniers de servos pour les distributeurs Magom.
Puis le détourage à la fraise pour que les palonniers rentre dans l'encombrement des servos.
-
Jafo74
- Chauffeur sympa
- Messages : 569
- Enregistré le : 08 févr. 2017, 18:07
- Numéro de département : 74
- Pays : F
- Localisation : Vallée de Chamonix
- A remercié : 116 fois
- A été remercié : 152 fois
Re: CAT 326F 1/14e
Revenons à la 326 après cet intermède usinage 
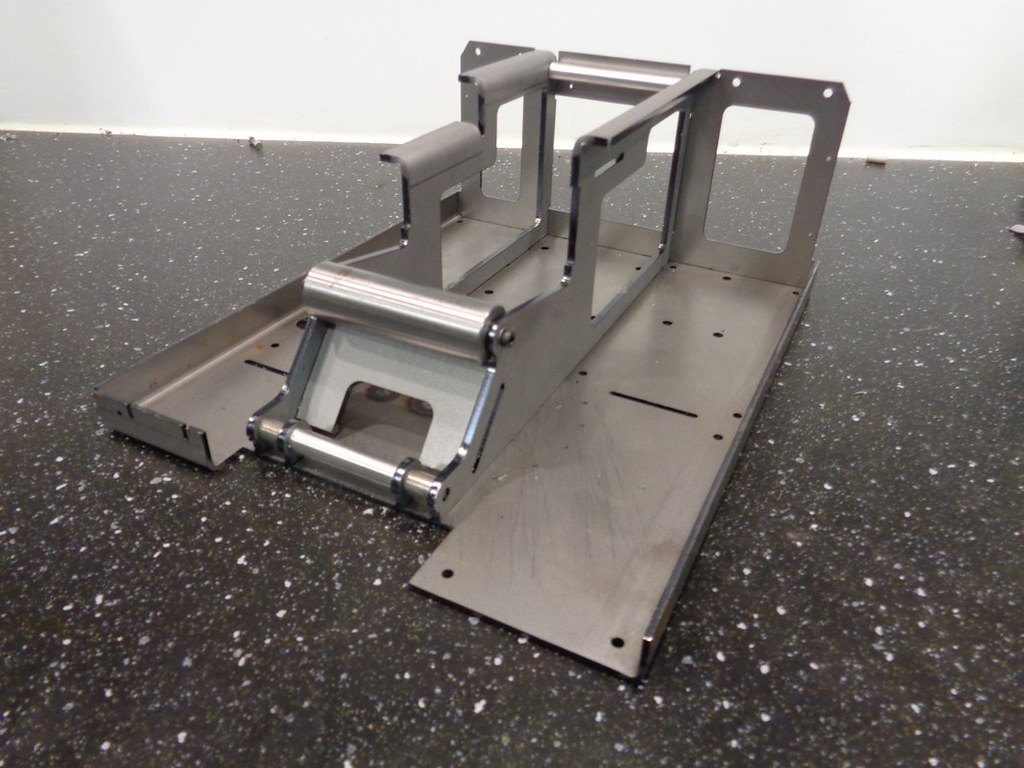
J'ai fait un montage à blanc de la tourelle pour voir les ajustements à faire pour que la soudure se passe bien.

J'ai ensuite bridé les différentes pièces avec des entretoises pour garantir les cotes fonctionnelles et aussi pour éviter que la soudure ne déforme pas trop les différentes pièces
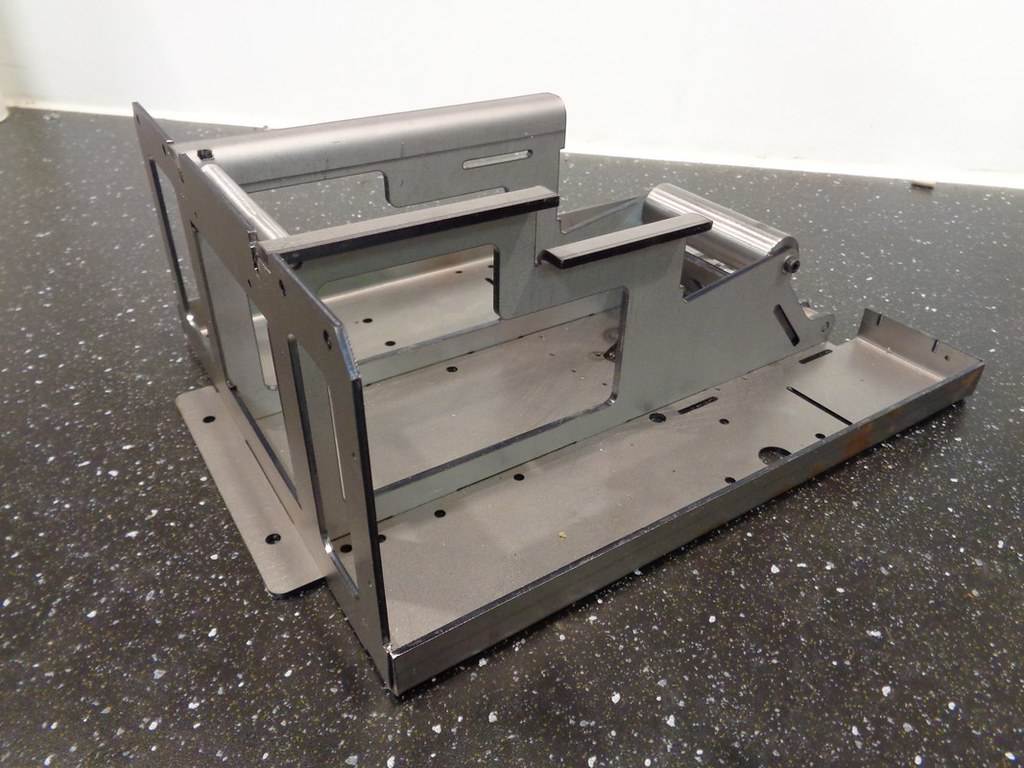
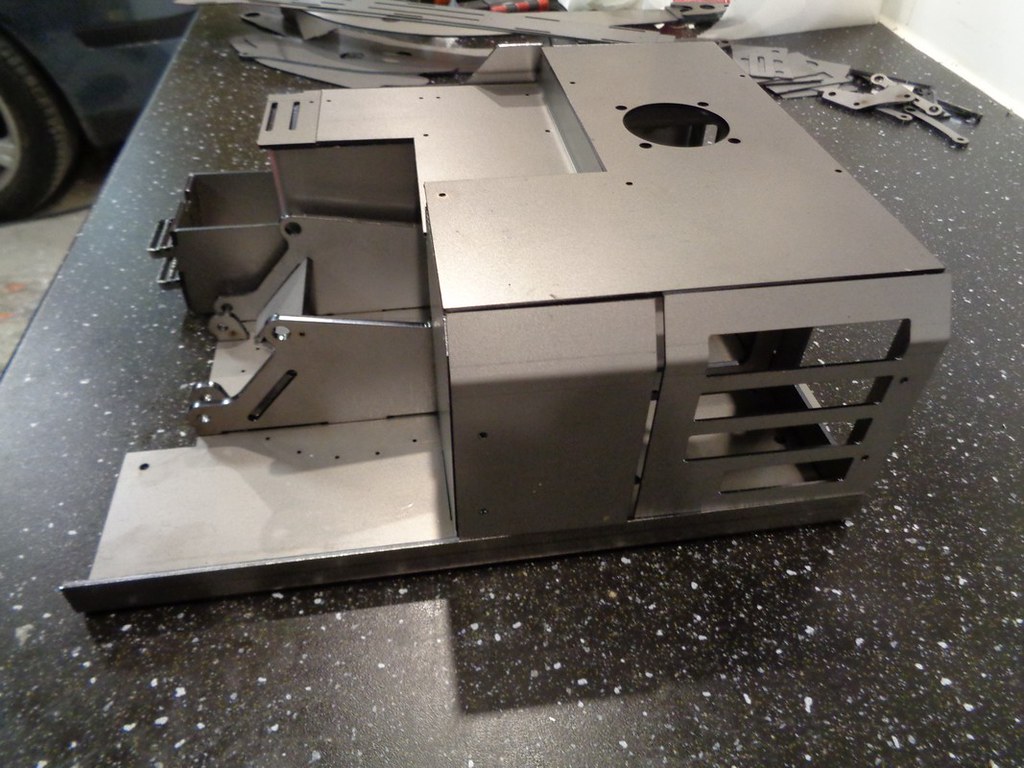
Et voila après la 1ere étape de soudure, ça commence à ressembler à quelque chose

On voit que la soudure à bien pénétrée, les tôles ont des marbrures plus foncées dans les zones soudées
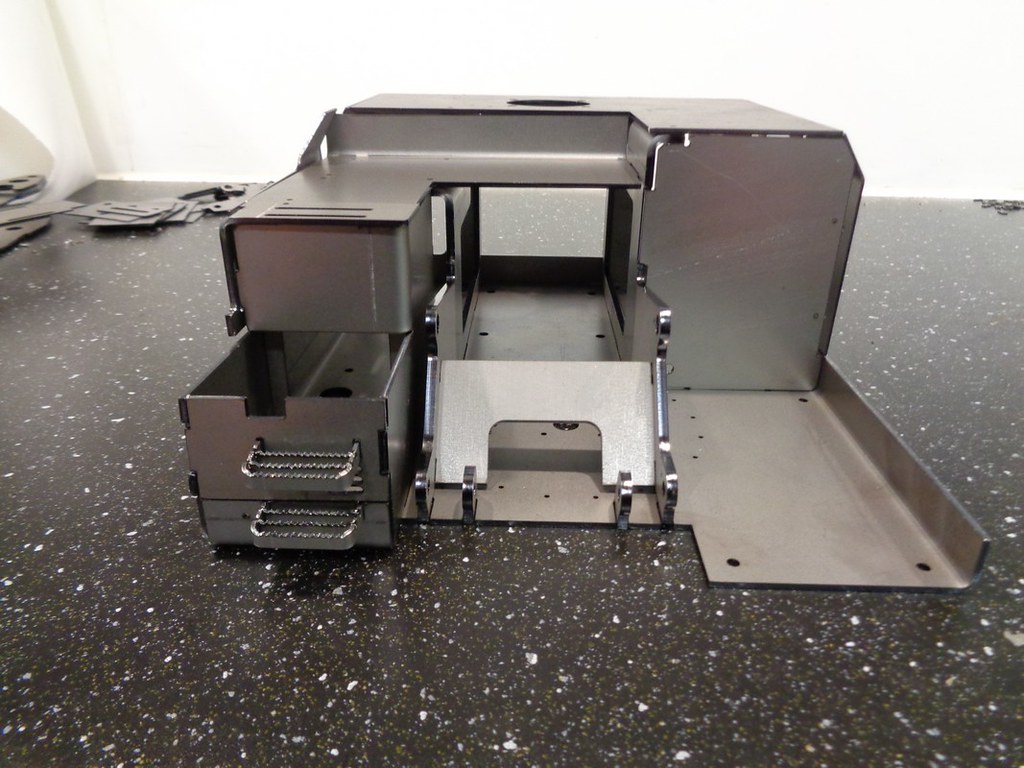
Et voila, tout soudée et avec les différents capots montés (amovibles ou sur charnières en fonction des cas). J'en ai profité pour positionner à blanc les pièces imprimées 3D proto. J'ai encore un peu de modélisation pour arriver à ce que je veux exactement.
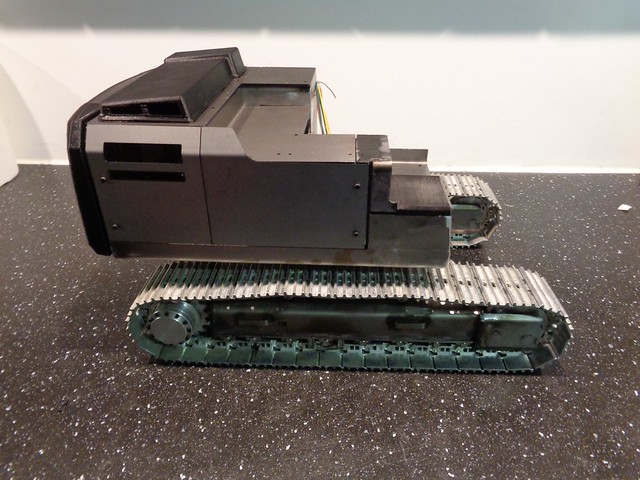
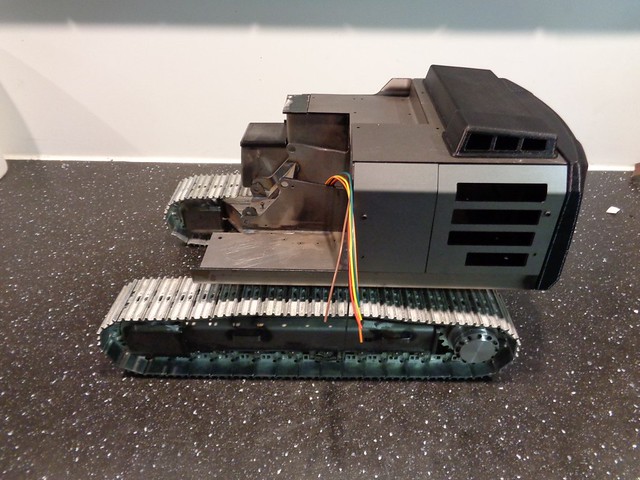
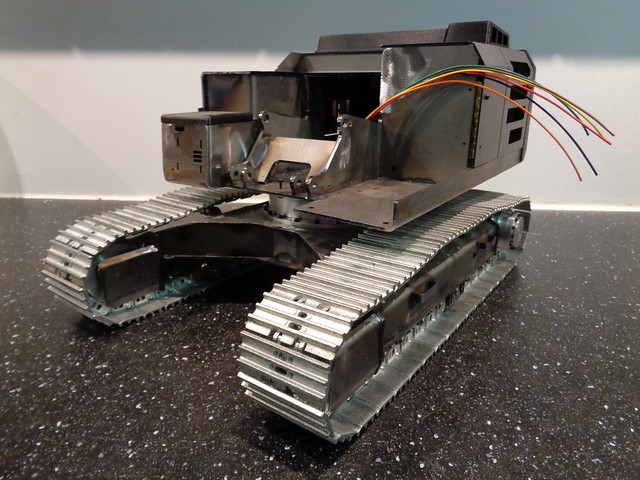
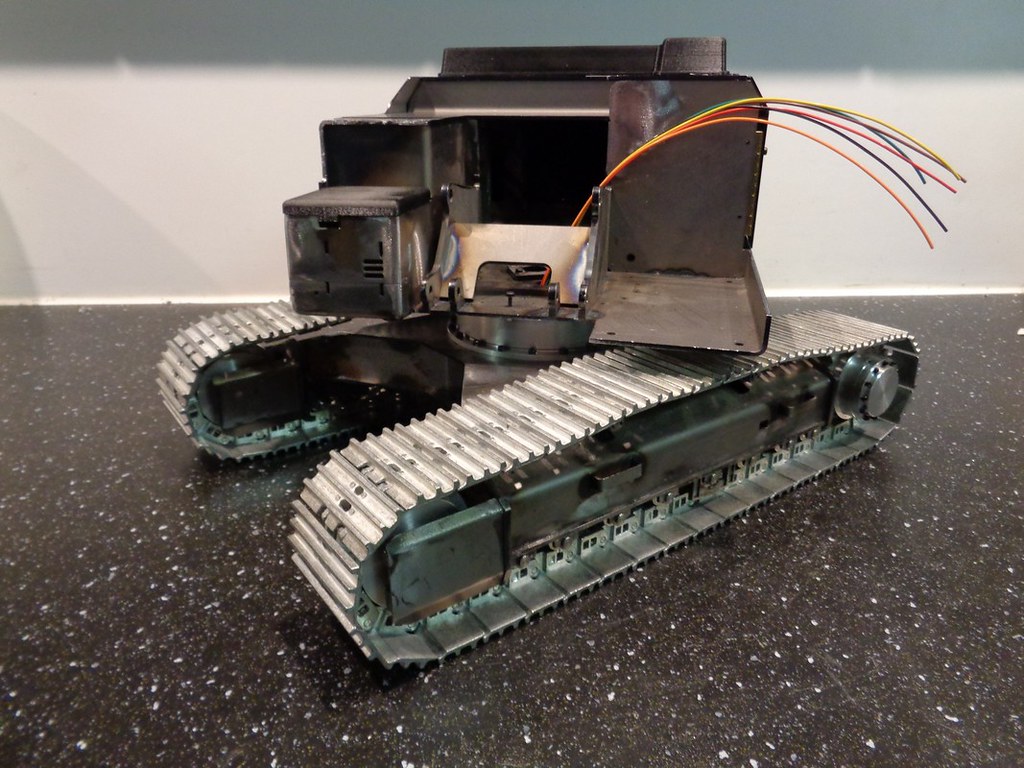
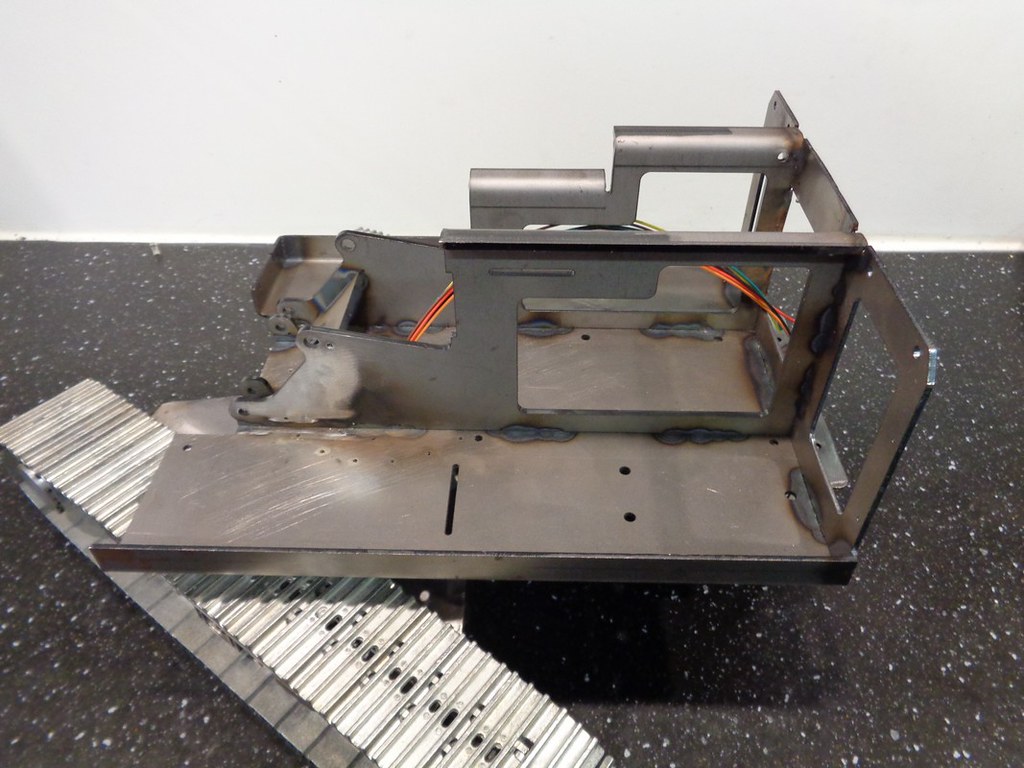
Après la soudure, un peu de mécanique avec la motorisation de la tourelle. Je suis parti sur le même réducteur que pour l'entrainement des chenilles que j'ai couplé avec un brushless également mais d'un type différent. J'ai simplement eu à retourner l'axe du moteur. Contrairement aux moteurs des barbotins le diamètre et la longueur étaient compatible avec le réducteur. J'ai par contre été obligé de repercé le pignon que j'ai mis en sortie de réducteur. Je trouve que la rotation de la tourelle a un peu trop de jeu. J'ai essayer de régler l'entre-dents entre le pignon et la couronne mais même en butée de réglage je ne suis pas complètement satisfait. Je vais peut-être devoir agrandir les lumières de réglage.

Et voila, c'est tout pour ce soir.
J'ai fait un montage à blanc de la tourelle pour voir les ajustements à faire pour que la soudure se passe bien.
J'ai ensuite bridé les différentes pièces avec des entretoises pour garantir les cotes fonctionnelles et aussi pour éviter que la soudure ne déforme pas trop les différentes pièces
Et voila après la 1ere étape de soudure, ça commence à ressembler à quelque chose
On voit que la soudure à bien pénétrée, les tôles ont des marbrures plus foncées dans les zones soudées
Et voila, tout soudée et avec les différents capots montés (amovibles ou sur charnières en fonction des cas). J'en ai profité pour positionner à blanc les pièces imprimées 3D proto. J'ai encore un peu de modélisation pour arriver à ce que je veux exactement.
Après la soudure, un peu de mécanique avec la motorisation de la tourelle. Je suis parti sur le même réducteur que pour l'entrainement des chenilles que j'ai couplé avec un brushless également mais d'un type différent. J'ai simplement eu à retourner l'axe du moteur. Contrairement aux moteurs des barbotins le diamètre et la longueur étaient compatible avec le réducteur. J'ai par contre été obligé de repercé le pignon que j'ai mis en sortie de réducteur. Je trouve que la rotation de la tourelle a un peu trop de jeu. J'ai essayer de régler l'entre-dents entre le pignon et la couronne mais même en butée de réglage je ne suis pas complètement satisfait. Je vais peut-être devoir agrandir les lumières de réglage.
Et voila, c'est tout pour ce soir.

-
BIMA 4400
- Chauffeur sympa
- Messages : 561
- Enregistré le : 06 sept. 2013, 21:44
- Numéro de département : 68
- Pays : F
- A remercié : 90 fois
- A été remercié : 83 fois
Re: CAT 326F 1/14e
Super boulot et merci pour l'explication détaillée du réglage du diviseur.
Tu soudes avec quel procedé, mig? tig? en tous cas c'est très propre!
J'ai également un peu avancé de mon côté avec mon ''micro diviseur'', quelques photos bientôt...
Tu soudes avec quel procedé, mig? tig? en tous cas c'est très propre!
J'ai également un peu avancé de mon côté avec mon ''micro diviseur'', quelques photos bientôt...
-
Dav80
- Chauffeur sympa
- Messages : 414
- Enregistré le : 18 janv. 2015, 21:22
- Numéro de département : 80
- Pays : F
- Localisation : Amiens
- A remercié : 71 fois
- A été remercié : 32 fois
Re: CAT 326F 1/14e
Tu me vends du rêve avec ta pelle! c'est magnifique!!! 

Comme j'aimerais avoir un kit comme ça sur mon établi qui attendrais que je le soude...
L'avantage de l'assemblage en tenon mortaise comme ça c'est que tu n'as pas de longues soudure, donc moins de déformation du à la chauffe.
Comme j'aimerais avoir un kit comme ça sur mon établi qui attendrais que je le soude...
L'avantage de l'assemblage en tenon mortaise comme ça c'est que tu n'as pas de longues soudure, donc moins de déformation du à la chauffe.
-
Jafo74
- Chauffeur sympa
- Messages : 569
- Enregistré le : 08 févr. 2017, 18:07
- Numéro de département : 74
- Pays : F
- Localisation : Vallée de Chamonix
- A remercié : 116 fois
- A été remercié : 152 fois
Re: CAT 326F 1/14e
Tout à fait d'accord avec toi Dav80, les tenons mortaises en mécanosoudure c'est vraiment top: comme tu le dis pas de grands cordons pour limiter les déformations et aussi un pré-positionnement des pièces les unes par rapport aux autres. A une époque je dessinai un paquet de pièces mécanosoudé dans mon boulot.
Sinon je soude au MIG gaz avec un petit poste carrossier et du fil de 0,6mm. Ce n'est quand même pas l'idéal, je penses que j'aurais de biens meilleurs résultats et moins de meulage avec un TIG ou encore mieux, soyons fous, un poste Lampert. Malheureusement je n'ai pas le budget en ce moment même pour un petit TIG, la consigne des bouteilles d'argon coûte une fortune...
Aller, un petit avant gout en 2D de la suite

Je vais progresser dans l'ordre, d'abord la flèche.
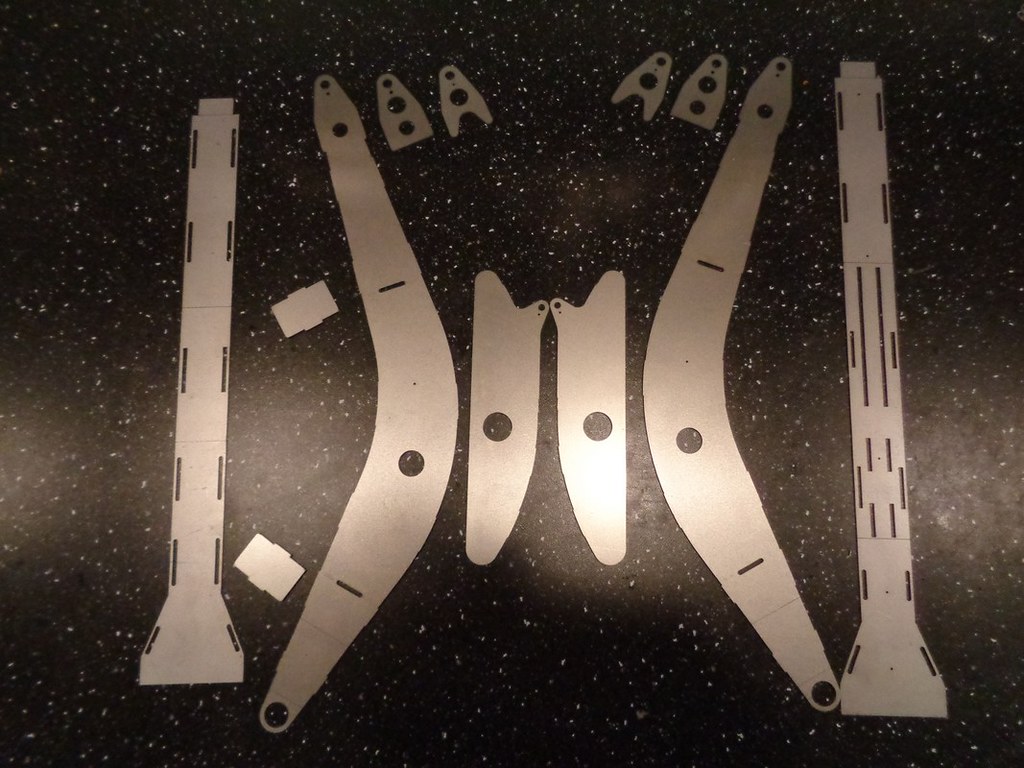
Comme à mon habitude, elle est constituée de pièces découpées laser et d'entretoises en acier tourné. Là ou c'était possible j'ai pointé les entretoises sur les flans par l’intérieur avant de mettre les tôles de fermetures. J'essaye toujours de minimiser les soudures visibles. Je n'ai pas fait beaucoup de photos, j'étais trop impatient...

Tous les axes tournes sur bagues bronzes



Les axes sont en acier 100c6 rectifié (Stub). Je brase à l'étain les gouttes d'eau afin d'assurer l'anti-rotation des axes

Les gouttes d'eau et d'autres petites pièces de maintient

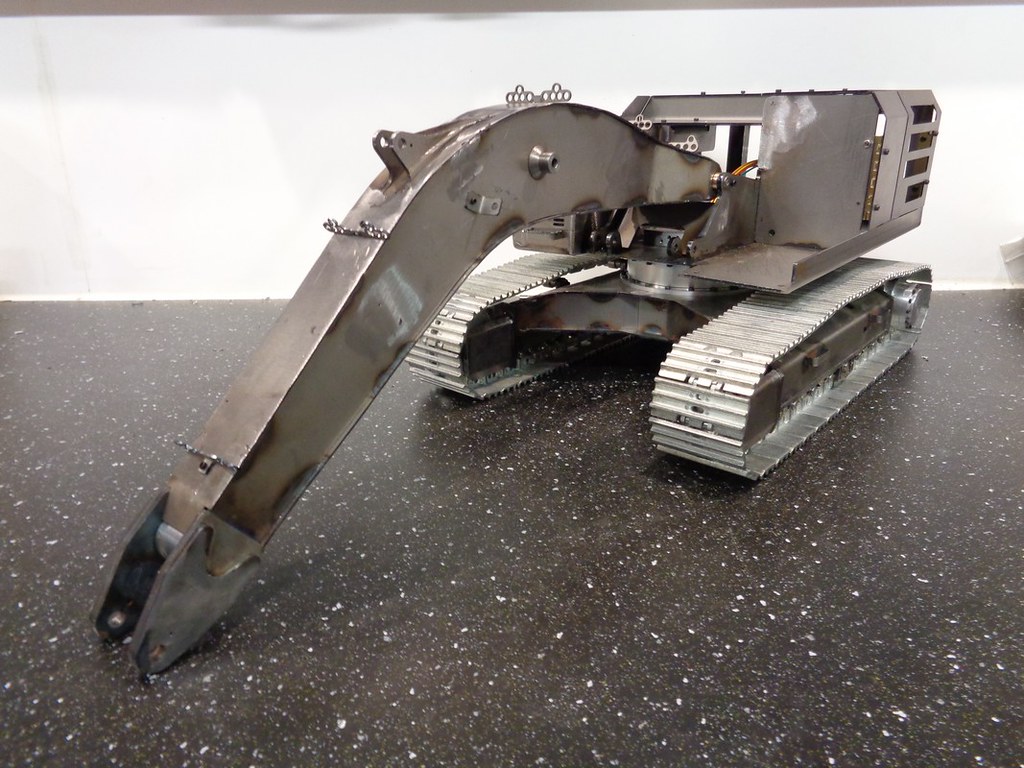
Et voila une fois assemblé

Sinon je soude au MIG gaz avec un petit poste carrossier et du fil de 0,6mm. Ce n'est quand même pas l'idéal, je penses que j'aurais de biens meilleurs résultats et moins de meulage avec un TIG ou encore mieux, soyons fous, un poste Lampert. Malheureusement je n'ai pas le budget en ce moment même pour un petit TIG, la consigne des bouteilles d'argon coûte une fortune...
Aller, un petit avant gout en 2D de la suite
Je vais progresser dans l'ordre, d'abord la flèche.
Comme à mon habitude, elle est constituée de pièces découpées laser et d'entretoises en acier tourné. Là ou c'était possible j'ai pointé les entretoises sur les flans par l’intérieur avant de mettre les tôles de fermetures. J'essaye toujours de minimiser les soudures visibles. Je n'ai pas fait beaucoup de photos, j'étais trop impatient...
Tous les axes tournes sur bagues bronzes
Les axes sont en acier 100c6 rectifié (Stub). Je brase à l'étain les gouttes d'eau afin d'assurer l'anti-rotation des axes
Les gouttes d'eau et d'autres petites pièces de maintient
Et voila une fois assemblé
-
BlackCat
- Coursier international
- Messages : 102
- Enregistré le : 10 oct. 2013, 16:19
- Numéro de département : 0
- Pays : CA
- A remercié : 2 fois
- A été remercié : 2 fois
Re: CAT 326F 1/14e
Jolie !!  Tu commence a me faire avoir hâte de commencer ma 323... Pour me donner une idée niveau budget tu es rendu à combien ?
Tu commence a me faire avoir hâte de commencer ma 323... Pour me donner une idée niveau budget tu es rendu à combien ?
-
Jafo74
- Chauffeur sympa
- Messages : 569
- Enregistré le : 08 févr. 2017, 18:07
- Numéro de département : 74
- Pays : F
- Localisation : Vallée de Chamonix
- A remercié : 116 fois
- A été remercié : 152 fois
Re: CAT 326F 1/14e
J'ai aussi hâte que tu attaques ta 323
Ce qui est sure dans mon cas, c'est que l'achat des pièces de tôlerie est un budget important. Si on vise un budget réduit, mieux vaut essayer de vraiment tout faire soit même. J'ai bien l'intention de faire un bilan quand j'aurai fini ma pelle, on verra à ce moment-là.
Ce qui est sure dans mon cas, c'est que l'achat des pièces de tôlerie est un budget important. Si on vise un budget réduit, mieux vaut essayer de vraiment tout faire soit même. J'ai bien l'intention de faire un bilan quand j'aurai fini ma pelle, on verra à ce moment-là.
-
Jafo74
- Chauffeur sympa
- Messages : 569
- Enregistré le : 08 févr. 2017, 18:07
- Numéro de département : 74
- Pays : F
- Localisation : Vallée de Chamonix
- A remercié : 116 fois
- A été remercié : 152 fois
Re: CAT 326F 1/14e
J'ai eu l'occasion cette semaine de passer près de la CAT du terrassier que je connais alors j'en ai profité pour prendre la tôle sur laquelle j'ai fait un essai de peinture et faire une photo. Je suis très content du rendu. C'est la peinture que j'ai pris chez Camagri

ça donne encore plus hâte de voir la pelle finie...
Mais bon, il y a encore du boulot, et justement j'ai avancé sur le balancier, les pièces découpées:
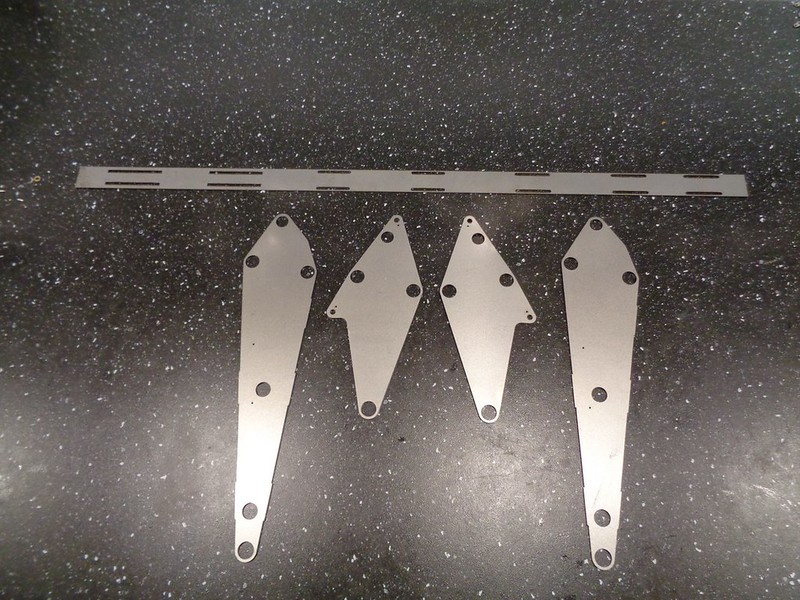
J'ai ensuite fait les différentes entretoises qui vont assurer l'écartement des tôles et pour certaines accueillir les bagues bronzes pour les différents axes.

Après soudures bouchons, la structure est déjà bien rigide et toujours bien droite

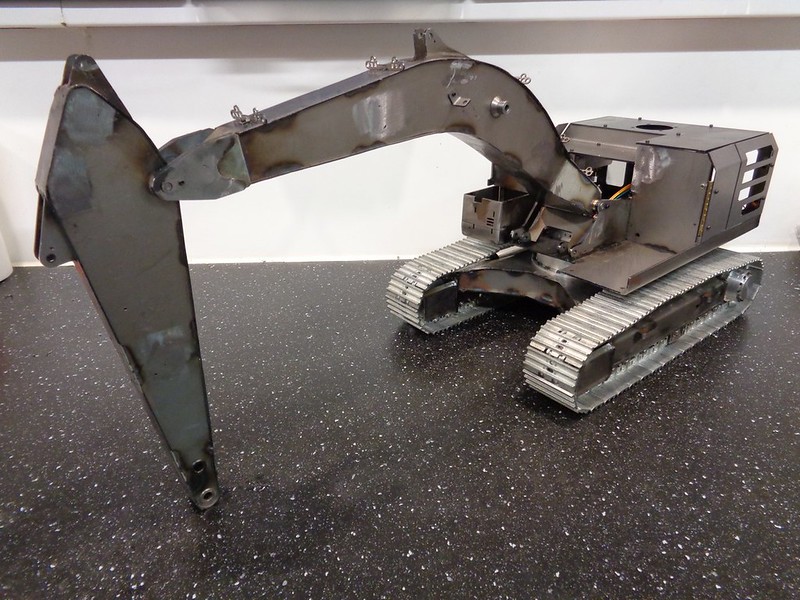
Reste plus qu'a former et souder la tôle d'habillage

Le balancier est fini, tout soudé et meulé

Les bagues bronzes

Et voila! ça prend forme
ça donne encore plus hâte de voir la pelle finie...
Mais bon, il y a encore du boulot, et justement j'ai avancé sur le balancier, les pièces découpées:
J'ai ensuite fait les différentes entretoises qui vont assurer l'écartement des tôles et pour certaines accueillir les bagues bronzes pour les différents axes.
Après soudures bouchons, la structure est déjà bien rigide et toujours bien droite
Reste plus qu'a former et souder la tôle d'habillage
Le balancier est fini, tout soudé et meulé
Les bagues bronzes
Et voila! ça prend forme